


认 证:工商信息已核实
访问量:162246
产品介绍
如今,使用表面改性技术对元件进行改性处理,使其性能和寿命得到增长的趋势日益增长。改进总是以基础材料上的涂层形式进行,涂层通过电镀、汽相淀积、扩散、热喷涂或焊接沉积。涂层需要被表征为像耐擦伤性、临界载荷、粘附力和高应力下损坏性质的参数。Ducom 划痕仪便于对这些参数进行大范围测量。
描述
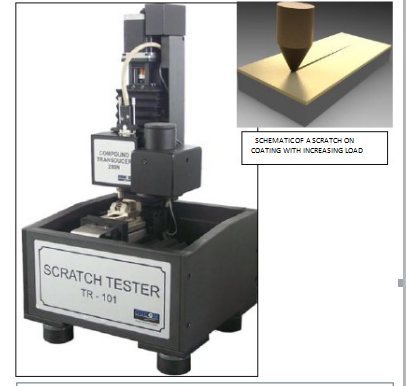
被测样品被牢固地安装在电动平移台的夹具中。触针通过可控正向载荷压在样品表面(Fn)。伺服控制的Fn确保它在起伏表面下的精确也能保持在所需水平。切向力(Ft)在测针触及触点表面时测量。Ft和Fn的比值(R)是摩擦直至表面损伤的阈值系数。破坏表面所需的能量是Fn除摩擦外的附加组分,这将增加该比值。
R值变化并不是损伤的**标志,声发射电平(AE)也可能会增加,尤其是在脆性断裂中。此外,放大获取到的整个划痕区域图像便于目测检查磨损情况。数据采集软件便于连接选点,在Ft,Fn或AE活动图上任何地方选定都显示其它图上相应位置的图像。图像的选定位置放大有助于观察画面细节进行磨损分析。
划痕的深度(z)的记录是通过测量刮擦后的表面轮廓变化。划痕之前和之后的轮廓以足够低的Fn被记录从而避免任何损害。
应用
·硬而脆的涂层临界载荷如氮化钛,陶瓷
·测定软涂料的工作负载限度如:PTFE或其它聚合物
·鉴定的热处理工艺参数,以取得**的耐擦伤性
·预估基材-涂层界面的粘结强度
·表面工程产品的产品开发与质量控制
技术规格
操作
触针的运动可以以一下几种方式进行编程:
·单一的单向划痕
·在同一轨道上重复单向划痕
·在同一轨道上的双向划痕
·按指定距离隔开的多个平行轨迹
·在指定点零轨迹长度压痕试验
划痕的长度可通过负载被编程为恒定或倾斜。在多个轨道的情况下,它可以再增加步骤。
测试设备由计算机控制。测试进度可在开始测试前通过指定编程控制:
·在划痕的开始和结束的正向载荷值(Fn)
·负荷曲线 - 不变,斜坡或台阶
·划痕长度
·划痕速度/加载率
·分隔―P‖相邻划痕之间
·划痕数
·单相/双向运动
正向载荷(Fn),牵引力(Ft),比率(R),声发射电平(AE)和深度(Z)在运行过程中获取并显示出来。运行后,划痕重叠图像可逐步在拍摄模式下获得。他们是自动拼接创建从头到尾覆盖整个划痕一个单一的图像。这个图像的尺寸和粘贴在数据曲线图。当选择和放大图的一部分,图像的相应长度也被以同步的方式放大。图像数据的标记有利于快速观察选择活动范围处的图像细节。
获得的数据是以多种方式进行处理:
·多次试验结果可放在一起进行比较
·任何获得的参数可被绘制为另一个函数
·选定部分的曲线图可被放大
·划痕的拼接图像可进行缩放,以匹配划伤长度和叠加图。
·Fn,Ft,Ae,R和z被标记为图像。
·数据可以ASCII格式导出到其它软件。
选项
·范围1/范围2负载模块 - 范围1和/或范围2负载模块可以根据扩展负载范围内要求订购。
·声发射传感器 - 它由传感器和信号处理设备记录AE的水平。
·图像采集系统(IAS) - 它由显微镜照相机和ScratchView®软件模块构成。每帧图像捕获的区域是4x3的毫米,像素大小为2048×1536。对于划痕长度大于4mm的可用捕获到的多个重叠图像覆盖整个划痕,把这些图像从头到尾·拼接在一起即为划痕的全景图像。图片大小可根据Fn,Ft,Ae,R和z进行调整,方便进行比较观察,图像和图形·也会随之同步放大。
·划痕深度传感器 - 它由位移传感器和信号处理设备构成。
供货范围
·基本模块TR-101及选件: 数量-1
·金刚石压头洛氏C,用针尖半径200微米
·可选球压头,可选2.5,5,10 mm碳化钨球
·参考样本:钨硬质合金与氮化钛涂层:数量-2
·工具包:数量-1套
·英文版操作和维护手册: 数量-2
·保修期 – 从发货之日起12个月
- 推荐产品
- 供应产品
- 产品分类